
 数据结构
数据结构 网络
网络 RDBMS
RDBMS 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 语言编程
C 语言编程 C++
C++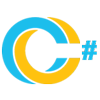 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP金属电弧焊:工作原理及电极类型
在电焊中,如果在工件和填充金属电极之间建立电弧,则称为金属电弧焊或简称为金属电弧焊。
该图显示了金属电弧焊的简化电路图。

在金属电弧焊中,电弧的强热在被焊金属中形成熔池,同时熔化电极的尖端。当电弧保持时,电极尖端的填充金属穿过电弧转移,并与熔化的母材融合。
这种焊接方法中的电弧可以通过直流电或交流电产生。在没有正常电力供应的地方,柴油发电机用于焊接。直流电源可以通过变压器和整流器装置从电网获得。
虽然变压器广泛用于交流电弧焊,因为它价格低廉且简单,并且由于没有运动部件而无需维护。在交流系统中,使用涂层电极,而在直流系统中,可以使用裸电极。
在金属电弧焊中,要引弧,需要60至80伏的开路电压,而保持短弧则需要15至25伏。根据要焊接的工作等级,金属电弧焊所需的电流从10至500安培不等。
在直流系统中,金属电弧焊的主要缺点是存在电弧吹偏,即由于不均匀磁场的磁力导致电弧流从预期路径发生扭曲。然而,在交流系统中,电弧吹偏问题大大减少。
金属电弧焊电极
用于金属电弧焊的电极有三种类型,即 -
裸电极
浸涂或轻涂层电极
重涂层电极
裸电极
裸电极上没有焊剂涂层。如今不再使用裸电极,因为发现用裸电极焊接的焊缝在延展性、抗冲击性和抗疲劳性方面都相当差。用裸电极焊接的焊缝外观也不好。裸电极性能差是由于焊接过程中焊缝金属中重要元素的蒸发,以及由于焊缝金属受到大气污染而产生的氧化物和氮化物的存在。
裸电极主要用于较低的焊接电压。对于裸电极,焊接电流范围为150至300 A,具体取决于所用电极的尺寸。但是,使用裸电极时,引弧较为困难。
浸涂或轻涂层电极
浸涂或轻涂层电极被认为是裸电极的改进版本。对于浸涂电极,电极轻微覆盖有焊剂材料。浸涂电极可以更好地防止焊缝氧化。与裸电极相比,这些电极需要更高的焊接电压和更低的焊接电流。
重涂层电极
在重涂层电极中,电极被大量覆盖有焊剂材料。焊剂是一种具有相当厚度和坚固性的材料,旨在为电极提供保护。对于重涂层电极,芯线上涂覆的焊剂由特殊的元素组成,这些元素可以保护电弧和焊缝金属。焊缝的外观和物理性能也得到了相当大的改善。
金属电弧焊的应用
金属电弧焊的应用领域包括 -
碳钢焊接。
高合金奥氏体不锈钢焊接。
采取许多预防措施后,这种焊接工艺也可用于低碳钢和中碳钢。

5K+ 浏览量
