
 数据结构
数据结构 网络
网络 关系数据库管理系统 (RDBMS)
关系数据库管理系统 (RDBMS) 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C语言编程
C语言编程 C++
C++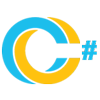 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP交流电弧焊和直流电弧焊的区别
交流电 (AC) 和直流电 (DC) 是焊接过程中使用的两种不同类型的电流。交流电弧焊通常用于底焊厚板焊缝、快速填充以及高频铝TIG焊,而直流电焊更适合焊接较薄的金属。此外,直流电弧焊设备也比交流电弧焊设备便宜。
实际应用中交流电和直流电弧焊设备的规格如下:
**交流电弧焊设备规格** - 交流变压器 - 降压式,油冷式,三相,50Hz,额定电流 = 50-400A,开路电压 = 50-90V,能耗 = 每公斤金属沉积量4kWh,功率因数 = 0.4,效率 = 85%。
**直流电弧焊设备规格** - 直流发电机 - 三相电动发电机组,50Hz,额定电流 = 125-600A,开路电压 = 30-80V,电弧电压 = 20-40V,能耗 = 每公斤沉积量6-10kWh,功率因数 = 0.4,效率 = 60%。
下表比较了交流电弧焊和直流电弧焊:
| 参数 | 直流电弧焊 | 交流电弧焊 |
|---|---|---|
| 功耗 | 直流电弧焊的功耗较高。 | 交流电弧焊的功耗低于直流电弧焊。 |
| 效率 | 直流电弧焊的效率较低。 | 交流电弧焊比直流电弧焊效率更高。 |
| 成本 | 直流电弧焊的成本较高。 | 交流电弧焊比直流电弧焊成本更低。 |
| 电弧稳定性 | 直流电弧焊产生稳定的电弧。 | 交流电弧焊产生的电弧不稳定。 |
| 重量 | 直流电弧焊所需的焊接设备较重。 | 交流电弧焊的焊接设备重量较轻。 |
| 操作 | 直流电弧焊的操作比较嘈杂。 | 交流电弧焊的操作比较安静。 |
| 使用的焊条 | 在直流电弧焊中,可以使用所有类型的焊条,即裸焊条和涂层焊条,因为电源极性可以改变以适应焊条。 | 在交流电弧焊中,只能使用涂层焊条。这是因为电流在每个周期都会不断反转。 |
| 薄板焊接 | 直流电弧焊更适合焊接薄板。 | 交流电弧焊通常不适合焊接薄板。 |
| 极性 | 在直流电弧焊的情况下,电极始终为负极,工件为正极。 | 在交流电弧焊中,电极可以作为阳极,而工件可以作为阴极,反之亦然。 |
| 设备 | 直流电弧焊中使用的直流发电机具有旋转部件,因此结构更复杂。 | 交流电弧焊中使用的变压器没有移动部件,结构更简单。 |
| 资本和维护成本 | 直流发电机的成本较高,维护成本也较高。 | 交流变压器的成本较低,维护成本也较低。 |
| 电弧偏吹 | 在直流电弧焊中,电弧偏吹问题严重,难以控制。 | 交流电弧焊不会出现电弧偏吹问题。 |

更新于:2022年2月23日
21K+ 次浏览

广告