
 数据结构
数据结构 网络
网络 关系型数据库管理系统 (RDBMS)
关系型数据库管理系统 (RDBMS) 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 编程
C 编程 C++
C++ C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP等离子弧焊:工作原理、优点、缺点和应用
什么是等离子弧焊?
等离子弧焊 (PAW) 是一种焊接工艺,其中电弧形成在电极和工件之间。等离子弧焊中使用的电极通常是由烧结钨制成的,但也不总是如此。等离子弧焊工艺是由Robert Merrell Gage于 1957 年发现的。
通过将电极放置在焊接炬体内部,可以使等离子弧与屏蔽气体包络分离。然后,等离子体被强制通过一个细孔铜喷嘴,该喷嘴会限制电弧,并且等离子体以高速从喷嘴孔口排出,温度接近 2000 °C。
等离子弧焊使用不可消耗的钨电极,并且电弧通过细孔铜喷嘴被限制。大多数商业金属和合金都可以通过等离子弧焊进行焊接。
通过改变焊接电流、等离子气体流量和喷嘴孔口的直径,可以在等离子弧焊过程中进行多种变化,例如 -
微等离子体(当焊接电流小于 15 A 时)
熔化模式(对于焊接电流 15 到 400 A)
孔洞模式(对于焊接电流大于 100 A)
等离子弧焊的工作原理
等离子弧焊是一种焊接工艺,其中通过在钨合金电极和工件之间建立的装置产生的温度来产生熔合。
在等离子弧焊的情况下,使用三种类型的燃气供应,即 -
等离子气体 - 等离子气体供应穿过喷嘴并被电离。
屏蔽气体 - 屏蔽气体供应穿过外部喷嘴并保护焊缝免受大气污染。
背吹气体 - 背吹气体主要用于焊接某些特定材料时。
等离子弧焊中使用的设备
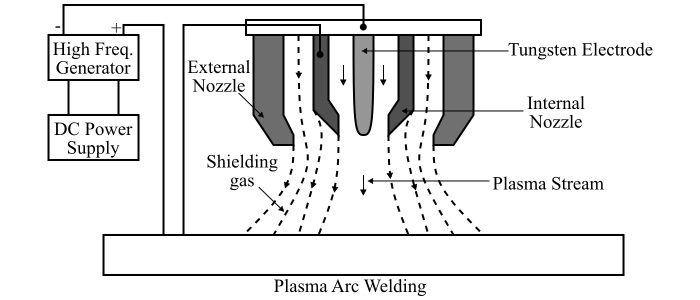
等离子弧焊的示意图如图所示。等离子弧焊中使用的设备如下 -
电源 - 等离子弧焊中使用的电源是电压值范围为 30 V 至 250 V 的直流电源。
高频发生器和限流电阻用于电弧点火。
焊接炬具有电极以及水冷装置,以防止喷嘴和电极在焊接过程中因产生的极端热量而熔化,从而延长其使用寿命。
等离子弧焊的优点
等离子弧焊的主要优点如下 -
与其他电弧焊接工艺相比,等离子弧焊具有更高的能量集中度。
使用等离子弧焊,可以实现深而窄的焊缝,最大深度为 12 至 18 毫米,具体取决于材料。
等离子弧焊具有更高的电弧稳定性,允许更长的电弧长度和对电弧长度变化的更大容忍度。
等离子弧焊消耗的功率也较低。
等离子弧焊焊接速度快。
等离子弧焊的缺点
等离子弧焊的缺点如下 -
等离子弧焊过程噪音很大。
它需要熟练的焊工。
等离子弧焊需要更换喷嘴。
等离子弧焊使用的设备价格昂贵且复杂。
它产生更多的辐射。
使用等离子弧焊,焊接程序往往更加复杂,并且对装配间隙的变化等容忍度较低。
等离子弧焊的应用
等离子弧焊的一些应用如下 -
等离子弧焊工艺主要用于工具、模具和模具等。
等离子弧焊用于航空航天、海洋工业等各个行业。
等离子弧焊也用于焊接不锈钢管和管道。
它用于焊接涡轮叶片。
等离子弧焊也适用于电子行业。

5K+ 次浏览
