
 数据结构
数据结构 网络
网络 关系数据库管理系统
关系数据库管理系统 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 编程
C 编程 C++
C++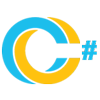 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP气体钨极弧焊:优点、缺点及应用
什么是气体钨极弧焊?
气体钨极弧焊 (GTAW) 是一种电弧焊工艺,它使用不可消耗的钨电极产生焊缝。气体钨极弧焊也称为**钨惰性气体 (TIG) 焊**。
在 GTAW 的情况下,焊接区域通过屏蔽气体免受大气污染。这种屏蔽气体通常是惰性气体,例如氩气。通常也使用填充材料,尽管某些焊缝(称为自生焊缝)不需要填充材料。
在此焊接过程中,使用恒流焊接电源产生能量,该能量通过高度电离的气体和金属蒸汽(称为等离子体)的柱穿过电弧传导。
气体钨极弧焊的示意图如下所示。
气体钨极弧焊设备包括焊接炬、焊接电源、惰性气体源等。在焊接过程中,填充金属来自焊丝,这是因为钨电极在此焊接过程中不会消耗。在恒定电流水平下保持恒定且稳定的电弧间隙。氩气(或任何其他惰性气体)的气体屏蔽保护电极和熔化的金属,并提供所需的电弧特性。
GTAW 是最常用的电弧焊工艺,用于焊接不锈钢和有色金属(如铝、铜合金等)的薄截面。气体钨极弧焊相对而言较为复杂,难以掌握,并且也比大多数其他电焊技术慢得多。
气体钨极弧焊的优点
气体钨极弧焊的主要优点如下所示:
气体钨极弧焊不使用焊剂。因此,焊缝中没有焊剂夹杂。
用气体钨极弧焊制成的焊缝比其他金属电弧焊工艺的焊缝更坚固、更具延展性。
TIG 焊缝更耐腐蚀。
使用 GTAW,可以使用各种各样的接头设计,因为不需要焊剂。
气体钨极弧焊可以保护焊缝免受大气污染。
使用钨惰性气体焊接,没有焊缝飞溅或火花,这些飞溅或火花可能会损坏母材的表面。
气体钨极弧焊适用于所有焊接位置,例如水平、垂直和仰焊。
气体钨极弧焊适用于焊接食品或药品容器,在这些容器中,任何腐烂的有机物的沉积都可能极其有害。
气体钨极弧焊的缺点
气体钨极弧焊或钨惰性气体焊接的缺点如下:
焊接速度比其他焊接工艺相对较慢。
在 TIG 焊接过程中,屏蔽气体的浓度可能会积聚。
它产生的紫外线比其他焊接工艺更亮。
填充金属沉积速率较低。
气体钨极弧焊的应用
气体钨极弧焊的一些应用如下所示:
气体钨极焊用于焊接铝及其合金制品。
GTAW 还用于焊接不锈钢、镁合金、镍基合金、碳钢、低合金钢和铜基合金等。
钨惰性气体 (TIG) 焊接工艺也用于焊接异种金属。
它也用于硬面堆焊和金属表面处理。

4K+ 浏览量
