
 数据结构
数据结构 网络
网络 关系数据库管理系统 (RDBMS)
关系数据库管理系统 (RDBMS) 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C语言编程
C语言编程 C++
C++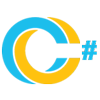 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP电渣焊——定义、工艺、优点及应用
电渣焊 (ESW) 是一种高效的单道焊工艺,其焊接所需的热量是由通过熔渣覆盖的焊缝表面的熔融焊渣,在可熔电极和工件之间通过电流产生的。
电渣焊工艺主要用于焊接厚度大于25毫米至约300毫米的材料,焊接位置为垂直或接近垂直。
电渣焊工艺
在电渣焊中,电弧最初由送入所需焊缝位置的焊丝引燃,然后加入焊剂。继续添加焊剂,直到熔融焊渣到达电极顶端,使电弧熄灭。然后,焊丝通过可熔导向管连续送入金属工件表面,并利用熔融焊渣的电阻来熔化填充金属,从而实现熔合。
然后,焊丝和导向管沿工件向上移动,同时使用在开始之前就已安装就位的铜制保持鞋来保持被焊接的板材之间的焊缝。
焊渣温度达到约1900°C。此高温足以熔化可熔电极和工件边缘。因此,金属液滴落入熔池并连接工件。
电渣焊工艺使用40至50伏的直流电压,焊接电流约为600安培。但是,较厚的材料需要更高的电流。
电渣焊的优点
电渣焊的主要优点如下所示。
电渣焊不需要特殊的接头准备。
在电渣焊工艺中,焊接一次完成。因此,它是一种经济有效的工艺。
电渣焊的焊剂消耗量较低。
它具有很高的沉积速度,高达20公斤/小时。
由于焊区受热均匀,应力分布和残余应力降至最低。
电渣焊工艺每公斤沉积金属所需的电能较少。
电渣焊的应用
电渣焊的一些应用如下所示:
电渣焊主要用于连接厚度很大的低碳钢板和型材。
如果采取一定的预防措施,电渣焊也可以用于结构钢。

更新于:2022年4月4日
浏览量:1000+

广告