
 数据结构
数据结构 网络
网络 关系型数据库管理系统 (RDBMS)
关系型数据库管理系统 (RDBMS) 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 语言编程
C 语言编程 C++
C++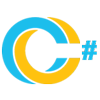 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP电气气体焊接 - 定义、设备、工艺及应用
电气气体焊接 (EGW) 是一种连续电弧焊接工艺,其中电弧在消耗性焊条和工件之间产生。电气气体焊接开发于 1961 年。它是一种垂直位置电弧焊接工艺。在电气气体焊接的情况下,有时会使用屏蔽气体,但不会施加压力。
电气气体焊接主要用于制作对接和T形接头的方形沟槽焊缝。
电气气体焊接中使用的设备
电气气体焊接工艺使用恒压直流焊接电源。电压范围为 30 V 至 50 V,而焊接电流范围为 100 A 至 800 A。焊接电极具有正极性。
电气气体焊接使用送丝机来供应电极,电极的选择取决于被焊接的材料。电极可以是药芯焊丝,因此可以保护焊缝免受大气污染,也可以使用实芯焊丝和屏蔽气体(通常是二氧化碳)来保护焊缝免受大气污染。
焊接头连接到一个设备上,该设备在焊接过程中将其提升。在电气气体焊接装置中,使用背衬块来将焊缝限制在工件的宽度内。这些背衬块由铜制成,并用水冷却以防止熔化。
电气气体焊接工艺
电气气体焊接工艺的示意图如图所示。
在电气气体焊接 (EGW) 中,电弧产生的热量用于熔化电极和工件,并使其流入被焊接零件之间的空腔。熔化的金属从下向上凝固,从而连接零件。屏蔽气体或药芯焊丝分解产生的气体用于保护焊接区域免受大气污染。焊接电极通过消耗性电极管或移动头引导到焊接区域。
当使用消耗性电极导向管时,熔池由熔化的金属(来自被焊接的零件)、电极和电极导向管组成。而当使用移动头时,它使用电极导向管组件,该组件随着焊缝的铺设向上移动。
在电气气体焊接工艺中,焊缝必须是垂直的,最多可向任一侧变化 15°。通常,工件的厚度至少为 10 毫米,而一根电极的最大厚度约为 20 毫米。当需要焊接较厚的工件时,会使用额外的电极。
预防措施
由于电气气体焊接工艺是一种电弧焊接工艺,因此,它要求焊工必须佩戴焊接头盔和合适的服装,以防止接触熔化的金属和明亮的焊接弧光。由于电气气体焊接工艺是在高处进行的,因此,工作和设备必须牢固固定,焊工应佩戴安全带,以防止在发生事故时造成伤害。
电气气体焊接的应用
电气气体焊接的一些应用如下所示:
电气气体焊接可应用于大多数钢材,包括低碳钢和中碳钢。
低合金高强度钢可以使用电气气体焊接进行焊接。
电气气体焊接也可用于焊接某些不锈钢。
如果施加适当的热量,则淬火和回火钢也可以使用电气气体焊接进行焊接。

2K+ 浏览量
