
 数据结构
数据结构 网络
网络 关系型数据库管理系统
关系型数据库管理系统 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C语言编程
C语言编程 C++
C++ C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP埋弧焊:工艺、优点、局限性和应用
什么是埋弧焊?
埋弧焊 (SAW) 是一种焊接工艺,它涉及在连续送丝电极和待焊接工件之间形成电弧。埋弧焊工艺由林德联合碳化物公司开发。
SAW 需要连续送入可消耗的实心或药芯焊丝。在埋弧焊的情况下,熔化的焊缝和电弧通过浸没在由石灰、二氧化硅、氧化锰、氟化钙和其他化合物组成的颗粒状熔化焊剂层下而免受大气污染。
下图显示了埋弧焊的简化示意图。
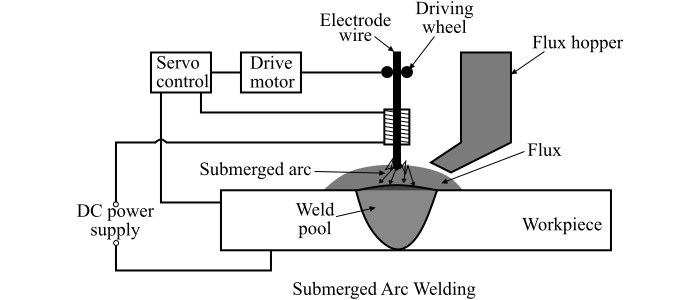
熔融状态下的焊剂具有导电性,并为电极和工件之间的电流流动提供路径。此外,焊剂层完全覆盖熔化的金属,从而防止飞溅和火花。此层还可以抑制强烈的紫外线辐射和烟雾。
埋弧焊可以以手动模式、自动模式或半自动模式(手持焊枪)运行。通常,SAW 限于水平焊接位置,但是,通过特殊的装置来支撑焊剂,可以进行水平坡口位置的焊接。在 SAW 的情况下,沉积速度约为 45 kg/h。埋弧焊的焊接电流在 300 A 到 2000 A 之间变化。
使用 SAW,焊接工艺存在单电极或多电极焊丝的变体。在此焊接过程中,通常使用恒压焊接电源(交流或直流),尽管也可以使用恒流电源与电压感应送丝机组合使用。
埋弧焊的优点
埋弧焊的一些主要优点如下所示:
在 SAW 的情况下,材料的沉积速率非常高,约为 45 kg/h。
通过埋弧焊,可以轻松地制造出牢固的焊缝,前提是工艺设计和控制良好。
SAW 可实现深焊透。
实际上,埋弧焊工艺不需要边缘焊透。
SAW 产生的焊接烟尘和电弧光极少。
使用埋弧焊工艺,可以高速焊接薄板钢,速度高达 5 m/min。
在机械化应用中,SAW 具有较高的操作系数。
埋弧焊工艺适用于室内和室外应用。
在 SAW 的情况下,50% 到 90% 的焊剂可以回收。
埋弧焊工艺的变形要小得多。
埋弧焊产生的焊缝坚固、均匀、韧性好且耐腐蚀。
由于电弧始终被焊剂层覆盖,因此没有焊缝飞溅的可能性。
埋弧焊的局限性
埋弧焊的局限性如下:
SAW 只能用于焊接铁基材料,如钢或不锈钢以及一些镍基合金。
埋弧焊工艺需要相对麻烦的焊剂处理系统。
埋弧焊工艺需要进行层间和焊后焊渣清理。
焊剂和焊渣的残留物可能存在健康和安全问题。
SAW 仅限于 1F、2F 和 1G 焊接位置。
埋弧焊的应用
埋弧焊工艺用于以下方面:
SAW 适用于碳钢的焊接,例如在结构和容器建造中。
埋弧焊工艺用于低合金钢的焊接。
它也用于不锈钢和镍基合金。
SAW 也可用于表面处理应用,例如耐磨层、钢的耐腐蚀覆盖层等。

4K+ 阅读量
