
 数据结构
数据结构 网络
网络 关系型数据库管理系统
关系型数据库管理系统 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 编程
C 编程 C++
C++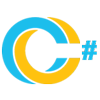 C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP什么是碳弧焊?
碳弧焊用于焊接铜及其合金。在这种方法中,使用碳电极,如果使用直流电源,则碳电极相对于工件保持负极性。这是因为,如果碳电极接正极,碳颗粒有进入焊接接头的趋势,并使其变脆。因此,碳弧焊中的电极始终保持负极性,而工件保持正极性。
对于碳弧焊,只能使用直流电源。在这种焊接方法中,电弧产生的热量形成熔池,而焊接所需的额外金属则由与熔化金属相同的材料制成的填充棒提供。
碳弧焊有两种方法:
第一种方法不使用焊剂。因此,这种碳弧焊方法仅限于有色金属。
另一种方法是使用粉末或糊状焊剂来防止焊接氧化。因此,这种碳弧焊方法通常用于黑色金属。
使用碳电极产生电弧所需的电压在交流电源的情况下约为 30 伏,在直流电源的情况下为 40 伏。
电极
在碳弧焊中,所使用的电极由碳或石墨制成,通常长 300 毫米,直径 2.5 至 12 毫米。
石墨电极比碳电极更硬、更脆,并且使用寿命更长。
石墨电极可以承受更高的电流密度,但其电弧柱更难以控制。
碳弧焊的优点
碳弧焊的优点如下:
碳弧焊易于适应自动化。
在碳弧焊中,可以通过改变电弧长度轻松控制熔池的温度。
碳弧焊易于适应焊接的惰性气体屏蔽。
碳弧焊可用作许多焊接工艺(如焊接、钎焊和铜焊等)的极佳热源。
碳弧焊的缺点
碳弧焊的缺点如下:
碳弧焊只能用于直流电源。
与金属电极相比,碳电极需要大约两倍的电流才能将工件温度升高到焊接温度。
如果需要任何填充材料,则必须在碳弧焊中使用单独的填充棒。
在碳弧焊中,由于磁弧偏吹,尤其是在焊接工件边缘附近时,会发生气孔。
在碳弧焊中,电弧仅作为热源,它不会转移任何金属来增强焊接接头。
碳弧焊的应用
碳弧焊通常用于以下应用:
碳弧焊可用于焊接薄的高镍合金。
使用碳弧焊,可以使用合适的涂层填充棒轻松焊接模型金属。
碳弧焊可用于使用铜硅锰合金填充棒焊接镀锌板。
碳弧焊也可用于焊接更薄规格的不锈钢,并获得优异的效果。
碳弧焊适用于自动化,尤其是在焊接沉积量大且待制造材料为简单几何形状(如水箱)的情况下。

5K+ 次浏览
