
 数据结构
数据结构 网络
网络 关系数据库管理系统
关系数据库管理系统 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 语言编程
C 语言编程 C++
C++ C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP什么是电弧及其电特性?
电弧
电弧是在两个称为电极的点之间通过电流产生的气体放电。电弧最早由*英国化学家汉弗莱·戴维于 1808 年*发现。电弧是两个电极之间由于电流使气体电离而产生的可见等离子体。电弧通常用于焊接、照明和等离子切割。
电弧的电特性
电弧的电特性或特征如下所示。
电弧的稳定性
电弧具有负阻特性,即随着电弧电流的增加,电弧的电阻减小。根据欧姆定律,可以看出
$$\mathrm{\mathit{R}\:=\:\frac{\mathit{V}}{\mathit{I}}}$$
电弧的伏安特性如图所示。
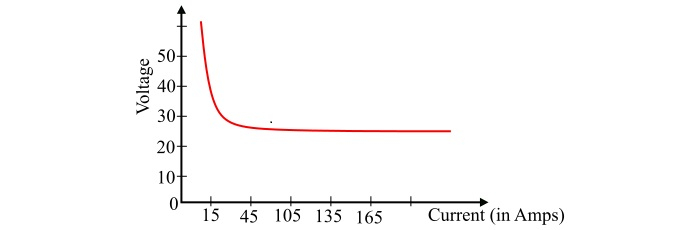
在手工电弧焊中,焊工很难保持恒定的电弧长度。如果电弧长度减小,则会导致电弧电阻减小,从而导致电弧电流增加。这将进一步降低电弧电阻。这样,因果关系将持续相互作用,直到电弧失去控制。
同样,电弧长度的增加会导致电弧电阻增加,从而降低电弧电流和电弧直径,导致电弧电阻进一步增加。在这里,同样会达到接近电弧熄灭的条件。因此,可以看出,焊工要保持稳定的电弧是一项非常困难的任务。
在交流电弧焊的情况下,通过在电源线上放置一个扼流圈来实现电弧稳定性,该扼流圈提供下降特性。
电弧吹偏
电弧可以被认为是一种非常灵活的导体,可以被各种因素偏转。电弧周围的空间始终受磁场的影响,这些磁场倾向于偏转电弧。这种电弧偏转现象称为**电弧吹偏**。
电弧吹偏在直流电弧焊中更为常见。电弧吹偏会导致很大的干扰,尤其是在使用大电流时,因为磁场强度与电流的平方成正比。当磁场相对于电弧不均匀分布时,磁场会偏转电弧。磁场的分布取决于气隙、工件的位置和形状等。电弧吹偏的影响是在需要的地方热量穿透不当。这会导致焊接质量差。
为了避免电弧吹偏并获得良好的焊接质量,使用交流电弧焊机。因为在交流电弧焊机的情况下,电流的方向快速变化,因此磁场的方向也快速变化,这种磁场方向的变化将抵消电弧吹偏的影响并稳定电弧。
使用直流电弧焊机,可以通过远离接地焊接或改变工件的位置来避免电弧吹偏。
极性
当电子离开阴极时,它们在达到一定速度后撞击阳极,在那里它们的动量被破坏。这就是在阳极产生比阴极更多热量的途径。由于我们必须在要焊接的工件上产生更多的热量,因此它始终连接到直流电源的正极,而焊条连接到电源的负极。
电压
产生电弧并维持电弧需要足够的电压。这是因为需要一定的电压来电离气隙。
电位梯度
电弧包括电极之间相对较低的电位梯度和较高的电流密度。

2K+ 次浏览
