
 数据结构
数据结构 网络
网络 关系型数据库管理系统
关系型数据库管理系统 操作系统
操作系统 Java
Java iOS
iOS HTML
HTML CSS
CSS Android
Android Python
Python C 语言编程
C 语言编程 C++
C++ C#
C# MongoDB
MongoDB MySQL
MySQL Javascript
Javascript PHP
PHP焊接位置有哪些?
什么是焊接位置?
焊接位置是指能够让焊接工在金属发现的位置或特定部件将要使用的位置上连接金属的技术。
根据美国焊接协会,弧焊有以下四种焊接位置:
平焊位置
横焊位置
立焊位置
仰焊位置
平焊位置
平焊位置也称为下焊位置。在平焊位置中,待焊接的金属被放置平放,焊接工在上面通过电弧进行焊接。
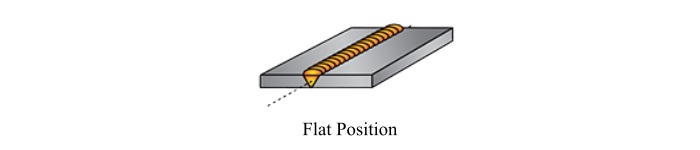
平焊位置的重要要点如下:
平焊位置是最简单、最经济、最常用的屏蔽弧焊方法。
平焊位置可以提供最强的焊接接头。
焊缝非常光滑,没有焊渣斑点。
平焊位置最适用于黑色金属和有色金属的焊接,尤其是铸铁。
横焊位置
横焊位置是第二受欢迎的焊接位置。这种位置被认为是一种异位焊接。横焊位置更具挑战性,需要更高的技能水平。

横焊位置的重要要点如下:
焊缝轴线是水平的。
横焊位置还需要较短的电弧长度,因为这有助于防止金属熔池下垂。
横焊位置焊接的主要错误是焊缝底面凹陷和焊缝重叠。
立焊位置
在立焊位置焊接中,焊缝和焊件都将垂直放置。在立焊位置中,焊接工可以向下或向上焊接焊道。

立焊位置焊接的要点如下:
向上焊适用于厚金属,因为它可以产生更强的焊缝。
向下焊最常用于薄金属,因为它比向上焊更快。
立焊位置相关的主要问题是熔化的金属向下流动并堆积。
仰焊位置
仰焊位置焊接是最难操作的焊接位置。在这种位置中,焊接是在焊接工上方两块金属上进行的,焊接工需要调整自己的姿势和设备才能到达接头。

仰焊位置焊接的重要要点如下:
在仰焊位置,焊接工必须非常小心,否则可能会被掉落的金属灼伤。
仰焊位置焊接是最危险的。
仰焊位置焊接的主要问题是金属从焊件上垂下。当金属下垂时,会形成一个凸起。可以通过保持较小的熔池来避免此问题。

更新于: 2022年2月23日
2K+ 阅读量

广告